

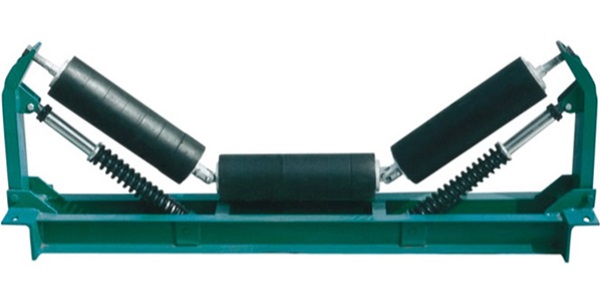
Tenvalčeková skupinaje základnou súčasťou pásového dopravníka, ktorý je zodpovedný za podporu dopravného pásu a redukciu bežeckého odporu. Jeho kvalita montáže priamo ovplyvňuje stabilitu, životnosť a prevádzkový hluk dopravníka. Nasledujúce podrobnosti Kľúčové body zostavy skupiny kolieskových skupín zo štyroch rozmerov: príprava pred zostavením, proces zostavy jadra, na zabezpečenie štandardizovaného a efektívneho procesu montáže.
1. Príprava pred zostavením: Položte základ a vyhnite sa rizikám
Pred montážou, tri základné úlohy - „Kontrola materiálu, príprava náradia a čistenie životného prostredia“ - musia byť dokončené, aby sa predišlo prepracovaniu alebo nebezpečenstvám kvality spôsobených predbežnými vynechaniami.
1.1 Počítanie materiálov a kontrola kvality
● Skontrolujte základné komponenty skupiny valca jeden po druhom: valčeky (vrátane valcových telies, ložiskových krytov, ložísk a olejových tesnení), konzoly, hriadeľov, upevňovacích prvkov (skrutky, matice, podložky) atď. Zaistite, že množstvo zodpovedá kresbám bez chýbajúcich alebo nesprávnych častí.
● Kvalitný skríning kľúčových komponentov:
◆ Telo valca: žiadne hrbole, deformácia alebo hrdza na povrchu; Rovnomerná hrúbka steny (je k dispozícii kontrola bodu s strmeňom); Ložiská na oboch koncoch sú pevne zvárané (žiadne falošné zváranie alebo praskliny).
◆ Ložiská: Flexibilná rotácia bez zaseknutia alebo neobvyklého hluku; neporušené poťahy tesnenia (na zabránenie vstupu prachu a oleja); Modely zodpovedajú výkresom (napr. Gulové ložiská Deep Groove 6204, 6205).
◆ Zátvorky: Materiál spĺňa požiadavky (väčšinou oceľ Q235); Žiadne otrepy ani deformácia na zváraných kĺboch; Presná poloha montážnych otvorov (priemer otvoru sa zhoduje s skrutkami s chybou ≤ 0,5 mm).
1.2 Príprava nástroja a pomocného materiálu
● Základné nástroje: krútiaci moment (kritický pre zabezpečenie toho, aby sa krútiaci krútiaci moment spĺňa normy), nastaviteľný kľúč, šesťuholníkovú zásuvku, strmeň (pre meranie rozmerov), meradlo pocitu (pre meracie medzery), gumové kladivo (aby sa zabránilo poškodeniu komponentov z tvrdého klepania), na ložisku inštalácie (napr.
● Pomocné materiály: Mazivo (zodpovedajúce ložiská, ako je tuk na báze lítia č. 2, používaný na nesie mazanie), inhibítor hrdze (nastriekaný na zváracie kĺby konzol po montáži), čistiaca handrička (na utieranie oleja a prach na komponenty).
1.3 Požiadavky na montážny prostredie
● Miesto by malo byť ploché a suché, vyhnúť sa vlhkému prostrediu (aby sa zabránilo hrdzaveniu komponentov) a prašným prostredím (aby sa zabránilo vstupu nečistoty do ložísk).
● Položte ochranné vankúšiky (napr. Gumové vankúšiky, drevené dosky), aby ste zabránili škrabancom na tele valca spôsobené priamym kontaktom so zemou.
2. Proces montáže jadra: pracujte postupne a zabezpečte presnosť
Zhromaždenievalčeková skupinaMalo by nasledovať sekvenciu „Najprv zostaviť valčekovú jednotku → potom zostaviť držiak → konečne opraviť a overiť“. Presnosť musí byť kontrolovaná v každom kroku, aby sa predišlo nesprávnemu zarovnaniu komponentov.
Krok 1: Zostava valcovej jednotky (jadro jadra)
Jednotka valca je „vykonávacia jednotka“ skupiny valca, ktorá sa skladá z tela valca, ložísk, hriadeľa a olejového tesnenia. Počas montáže sa zamerajte na zabezpečenie „flexibilných ložísk a spoľahlivého tesnenia“.
1.1 montáž ložísk a ložiskových puzdier
Najprv naneste na vnútornú stenu ložiskového krytu malé množstvo tuku (tenká vrstva pokrývajúca vnútornú stenu je dostatočná; nadmerné tuk môže spôsobiť zahrievanie ložiska).
● Pomocou stlače hladko pritlačte ložisko do ložiska (bod aplikačnej sily je na vonkajšom krúžku ložiska; stlačením vnútorného krúžku je zakázané). Uistite sa, že medzi ložiskom a ložiskovým krytom nie je žiadna medzera (je k dispozícii kontrola s rozchodom Feeller, s medzerou ≤ 0,05 mm).
● Nainštalujte olejové tesnenie: Olejové tesnenie (väčšinou oleja dvojité tesnenie) do drážky ložiska. Uistite sa, že tesnenie oleja je pevne pripevnené k vonkajšiemu krúžku ložiska bez odchýlky (aby ste zabránili úniku mastnoty alebo vstupu prachu počas prevádzky).
1.2 Zostava tela hriadeľa a valca
● Prejdite hriadeľ (s hladkým povrchom a bez húb) cez vnútorný prsteň ložiska na jednom konci tela valca a jemne ho zatlačte k vnútornému krúžku ložiska na druhom konci. Uistite sa, že hriadeľ je úplne pripevnený k vnútornému krúžku ložiska (bez uvoľnenia).
● Test rotácie tela valca: ručne otáčajte teleso valca; Mal by sa flexibilne otáčať bez zaseknutia alebo neobvyklého hluku a zotrvačnosť rotácie by mala byť rovnomerná (bez „koktania“). Ak dôjde k zaseknutiu, rozoberajte sa a skontrolujte, či je ložisko inštalované naopak alebo či existujú nečistoty.
Krok 2: Montáž valčekovej jednotky a držiaka
Držiak je „podporný rám“ skupiny valca. Je potrebné zabezpečiť presnú polohu valcovej jednotky na zátvorke, aby sa predišlo odchýlke dopravného pásu.
2.1 Umiestnenie valčekovej jednotky
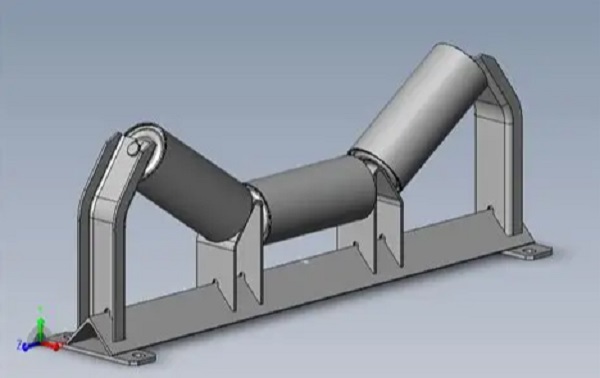
● Podľa požiadaviek výkresov umiestnite zostavené valcové jednotky (jedna valčeková skupina obvykle obsahuje 2-5 valcových jednotiek; napríklad „paralelná valčeková skupina“ obsahuje 3 jednotky a „koryto valca“ obsahuje 2 bočné valčeky + 1 stredný valček) do montážnych drážok opery.
● Osobitná pozornosť by sa mala venovať skupine valcových žľabov: Uhol medzi bočnými valcami a stredným valcom (zvyčajne 30 °, 35 °, 45 °, podľa požiadaviek na kreslenie) by sa mal merať pomocou uhlového pravítka s chybou ≤ 1 ° (odchýlka uhla bude spôsobovať nervóznu silu na dopravníku, ktorá sa ľahko vedie k odchýlke).
2.2 Upevnenie skrutky
● Prejdite skrutky cez upevňovacie otvory konzoly a ložiskové puzdrá o otvory valcovej jednotky, nasaďte na podložky (plochá podložka + prameňová podložka, aby ste zabránili uvoľneniu) a najprv ručne utiahnite matice.
● Pomocou krútiaceho momentu utiahnite skrutky podľa krútiaceho momentu určeného na výkresoch (napr. Krútiaci moment pre skrutky M10 je zvyčajne 25-30 N a pre M8 skrutky je 15-20N · m). Nadmerný krútiaci moment (ktorý môže spôsobiť rozbitie skrutky) alebo nedostatočný krútiaci moment (ktorý môže spôsobiť uvoľnenie počas prevádzky) je zakázaný.
● Sekvencia sprísnenia: utiahnite symetricky (napr. 4 skrutky by sa mali utiahnuť v „diagonálnej sekvencii“, aby sa predišlo deformácii zátvorky).
Krok 3: Celkové overenie a úprava
Po zhromaždení vykonajte celkovú kontrolu, aby ste včas opravili odchýlky:
● Na zisťovanie spodného povrchu konzoly použite úroveň: Uistite sa, že konzola je vodorovná (horizontálna odchýlka ≤ 0,5 mm/m). Ak je naklonený, upravte tesnenia (vložte tesnenia na spodok konzoly; nútené ohýbanie držiaka je zakázané).
● Skontrolujte paralelizmus valcových jednotiek: bočné valčeky korytavalčeková skupinaMalo by sa symetricky distribuovať na oboch stranách stredného valca s chybou paralelizmu ≤ 0,3 mm/m (detekcia metódou točenia lana: potiahnite priamu čiaru na obidvoch koncoch valcov a zmerajte rozdiel medzi valcami a priamkou).
● Otočte znova všetky valce: Zaistite, aby sa všetky valčeky flexibilne otáčali bez „individuálneho zaseknutia“. Ak dôjde k zaseknutiu, rozoberte a skontrolujte zostavu ložísk alebo hriadeľov.












